

Bandsaw Blade Cost Per Cut — A blade that costs half as much may actually cost twice as much to run.
Most buyers naturally look at the purchase price first. If one bandsaw blade costs $80 and another costs $95, the cheaper blade appears to be the logical choice.
But in most workshops, factories, engineering shops, and butcheries, the purchase price of the blade is actually the smallest part of the real cost.
The true cost of a blade is measured in cost per cut — how much it costs to produce the work you need. Once you factor in downtime, labour, blade life, and cut quality, the cheapest blade on the invoice can quickly become the most expensive blade on the job.
Experienced operators learn this over time. A slightly better blade that runs longer, cuts straighter, and requires fewer changes will almost always reduce the real cost of production.
The Hidden Costs of Cheap Bandsaw Blades
- Shorter blade life – cheap blades dull faster and require more frequent replacement
- More downtime – machines must stop while blades are changed
- Labour cost – staff are still being paid while production stops
- Lower cut quality – poor blades wander or vibrate
- Material waste – inaccurate cuts damage valuable stock
- Operator frustration – blunt blades make machines harder to use
- Higher risk of breakage – inconsistent materials fail earlier
- Safety concerns – dull blades increase the chance of accidents
Machine Time vs Blade Cost
One of the biggest misunderstandings about bandsaw blades is thinking the blade itself is the main cost.
In reality, the most expensive part of most cutting operations is the machine and the operator.
A bandsaw machine may represent tens of thousands of dollars in equipment. The operator running it may cost $80–$120 per hour once wages, overheads, and business costs are included.
If that machine stops because of a dull or broken blade, production stops as well.
Suddenly the real cost is no longer the price of the blade — it is the lost machine time.
For example, a 15‑minute delay caused by a blade failure can easily cost more than the difference between a cheap blade and a quality blade.
Cost Per Cut Matters More Than Blade Price
A useful way to compare bandsaw blades is to look at cost per cut rather than the purchase price.
For example:
Cheap blade
Price: $80
Blade life: 50 cuts
Cost per cut: $1.60
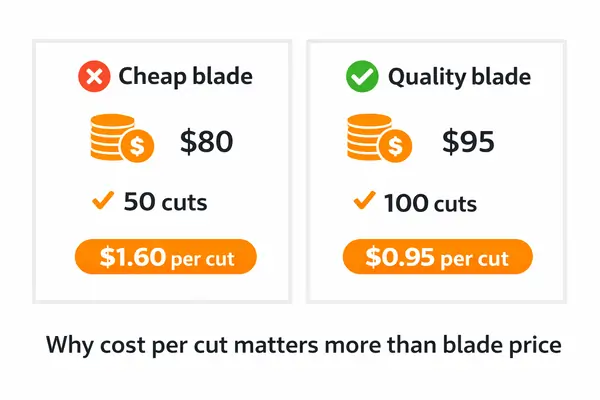
Quality blade
Price: $95
Blade life: 100 cuts
Cost per cut: $0.95
Example of bandsaw blade cost per cut: a slightly more expensive blade can often cost significantly less per cut.
Even though the better blade costs slightly more to buy, it actually costs around 40% less per cut.
And this simple comparison still does not include the additional savings from:
• reduced machine downtime while changing blades
• fewer interruptions to production
• less risk of damaging stock or finished product
• improved cut quality
• reduced operator stress and frustration
When machines run smoothly and blades perform consistently, operators spend less time fighting poor cuts, changing blades, or dealing with broken blades.
When these factors are included, the real savings from using a higher quality blade can be even greater.
In practice, workshops that focus on bandsaw blade cost per cut rather than purchase price almost always reduce their overall cutting costs.
The Price–Quality–Speed Trade-Off
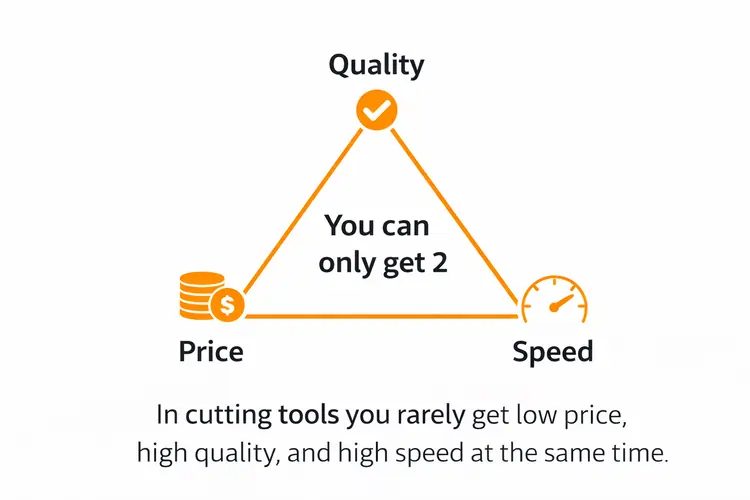
In manufacturing there is a common rule when evaluating tools and equipment:
You can usually optimise two of the following three factors, but rarely all three at the same time.
• Low price
• High quality
• Fast performance
Products designed primarily to be cheap often sacrifice durability or cutting performance.
Higher quality blades may cost slightly more, but they usually last longer, cut more consistently, and reduce downtime.
For most workshops the best balance is quality and performance, because the small increase in blade price is easily offset by longer blade life and improved productivity.
Real Workshop Example
A small engineering workshop cutting mild steel sections was buying low‑cost blades to save money.
These blades cost around $80 but typically lasted only two days before becoming dull.
After switching to a higher quality blade costing around $95 and using proper blade break‑in procedures, blade life increased to four or five days.
The workshop reduced blade changes, machine downtime, and operator frustration.
Even though the blade price was higher, the overall cost per cut dropped significantly.
Correct Blade Break‑In Makes a Huge Difference
New bandsaw blades have extremely sharp microscopic tooth edges.
If a new blade is run at full cutting pressure immediately, those edges can chip prematurely.
A proper break‑in procedure allows the teeth to wear in evenly and significantly increases blade life.
Correct break‑in can often improve blade life by 30–50 percent or more.
If you are unsure about the correct procedure, see our guide on how to break in a new bandsaw blade.
Choosing the Correct TPI
Selecting the correct TPI (teeth per inch) is critical for good cutting performance.
Too few teeth can cause tooth stripping. Too many teeth can cause rubbing and excessive heat.
Correct TPI selection helps ensure:
• smoother cutting
• longer blade life
• reduced vibration
• improved cut quality
Choosing the correct tooth pitch is one of the easiest ways to improve cutting performance and reduce blade costs.
If you are unsure which blade pitch to use, see our guides:
• how to choose the correct TPI for cutting metal
• easy guide to selecting bandsaw blade TPI (teeth per inch)
• comprehensive guide to selecting bandsaw blade TPI
Variable Pitch Blades Reduce Vibration
Many modern bandsaw blades use variable tooth pitch rather than constant tooth spacing.
Variable pitch helps reduce harmonic vibration that occurs during cutting.
Less vibration leads to:
• smoother cuts
• less stress on the blade
• improved surface finish
• longer blade life
This is one reason variable pitch blades are widely used in metal cutting applications.
To learn more about how this works, see our article on why variable pitch bandsaw blades are better than straight pitch blades.
How to Reduce Your Bandsaw Blade Costs
- Use the correct blade for the material
- Break in new blades properly
- Maintain correct feed rates and blade tension
- Replace dull blades before they damage material
- Focus on cost per cut rather than purchase price
Many of these questions are answered in our bandsaw blade FAQ guide
What Is Bandsaw Blade Cost Per Cut?
Bandsaw blade cost per cut is a simple way to measure the true cost of a cutting operation.
Instead of looking only at the purchase price of the blade, cost per cut measures how many cuts a blade produces before it needs to be replaced.
The calculation is straightforward:
Cost per cut = blade price ÷ number of cuts produced
For example:
A blade costing $80 that produces 50 cuts has a cost per cut of $1.60.
A blade costing $95 that produces 100 cuts has a cost per cut of $0.95.
Even though the second blade costs more to buy, it produces more cuts and therefore costs less to operate.
This simple calculation helps workshops compare blade performance and make better purchasing decisions.
When machine downtime, labour costs, and product quality are also considered, the difference between cheap and high-quality blades becomes even more significant.
Conclusion
Understanding bandsaw blade cost per cut is one of the simplest ways to reduce cutting costs and improve productivity. Instead of focusing only on the purchase price of the blade, experienced operators look at blade life, downtime, cut quality, and overall performance.
In most workshops the blade that costs slightly more to buy will ultimately deliver the lowest cost per cut, the most reliable cutting performance, and the least disruption to production.
