

Bandsaw Blade used for cutting metal, failure can it be caused by several elements and reasons.
Below are some of the most common reasons why blades fail.
These will help you determine the causes and increase the life and improve the performance of your bandsaw blades.
If you require additional help with your blades, please contact us
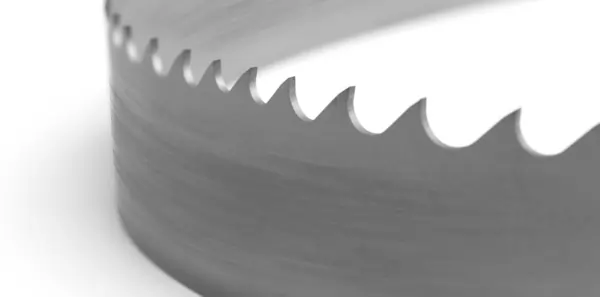
Heavy even wear on tips and corners of teeth
Description of problem:
There is a smooth wear across the tips of the blade teeth and the corners of set teeth have become rounded.
Likely causes:
1. Improper break-in procedure. Makes sure you follow the recommended process for breaking new blades in.
2. Too-high band speed for the type of material being cut. If the band speed is too fast, the tip of the teeth experience a higher temperature which causes faster tooth wear.
3. Too low feed rate of the material being cut. This causes teeth to rub instead of piercing the material and the prolonged abrasion wears the teeth. This is common on hardened materials such as stainless steel.
4. Hard or abrasive materials being cut.
5. Not enough sawing fluid.

Wear on both sides of teeth
Description of problem:
Heavy wear on teeth on both sides of the band.
Likely causes:
- The back-up guides are broken, worn or missing, allowing teeth to contact side guides.
- The side guides are not suitable for the width of the saw band in use.
- The saw band has been backed out of an incomplete cut.

Wear on one side of teeth
Description of problem:
Only one side of teeth has heavy wear markings.
Likely causes:
- Worn wheel flange, causing side of teeth to contact the wheel surface or bad tracking on a flangeless wheel.
- Loose or improperly positioned side guides.
- Blade not properly perpendicular to cut.
- Blade rubbing against the cut surface on the return stroke of machine head.
- The teeth rubbing against a part of machine such as cutting guards.

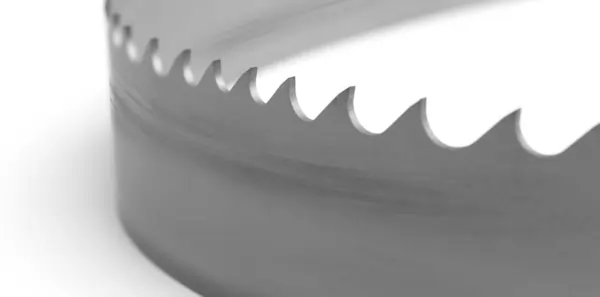
Chipped or broken blade teeth
Description of problem:
Irregular tooth breakage on the tips and corners of the teeth.
Likely causes:
- Improper break-in procedure. Makes sure you follow the recommended process for breaking new blades in – see our advice here.
- Inappropriate blade selection for the application.
- Damage from handling while opening of the folded band.
- Improper positioning or clamping of the material to be cut.
- Excessive feeding rate or feed pressure.
- Hitting hard spots in the material.

Issue 5: Breakage of blade body or cracks from back edge
Description of problem:
The fracture originates from the back edge of band. The origin of the fracture is indicated by a flat area on the fracture surface.
Likely causes:
- Excessive back-up guide “preload” will cause back edge to work harden which results in cracking.
- Excessive feed rate.
- Improper band tracking – back edge rubbing heavy on wheel flange.
- Worn or defective back-up guides.
- Improper band tension.
- Notches in back edge from handling damage.

Tooth stripping
Description of problem
Complete sections of teeth broken from the band backing.
Likely causes:
- Improper Tooth Pitch. This is the number 1 cause of tooth strippage.
- The band saw is a wood cutting saw. When running a Bi-Metal Blades at high speeds like a wood machine which runs much faster in terms of surface feet per minute tooth strippage will occur more easily.
- Teeth getting too hot, causing the teeth to strip.
- Improper or lack of break-in procedure.
- Worn, missing or improperly positioned chip brush.
- Excessive feeding rate or feed pressure.
- Movement or vibration of the material being cut.

Chips welded to tooth tips
Description of problem:
High temperature or pressure generated during the cut bonding the chips to the tip and face of teeth.
Likely causes:
- Not enough sawing fluid.
- Worn, missing or improperly positioned chip brush.
- Inappropriate band speed.
- Improper feeding rate.

Gullets loading up with material
Description of problem:
Gullet area has become filled with material being cut.
Likely causes:
- The tooth pitch is too fine and so has insufficient gullet capacity.
- Feeding rate is too fast and producing too large chip sizes.
- Worn, missing or improperly positioned chip brush.
- Not enough sawing fluid.

Discolored tips of teeth from excessive heat friction
Description of problem:
The tooth tips show a discolored surface from generating an excessive amount of frictional heat during use.
Likely causes:
- Not enough sawing fluid.
- Band speed is too high.
- Improper feeding rate.
- Band has been installed backwards.

Heavy wear on both sides of band
Description of problem:
Both sides of the band have heavy wear patterns.
Likely causes:
- Chipped or broken side guides.
- Side guide may be too tight.
- Insufficient flow of sawing fluid through the side guides.
- Not enough sawing fluid.
Uneven wear or scoring on the sides of band
Description of problem:
Wear patterns are near the gullet area on one side and near the back edge on opposite side.
Likely causes:
- Loose side guides.
- Chipped, worn or defective side guides.
- The band rubbing on a part of the machine.
- Guide arms spread to maximum.
- Accumulation of chips in the side guides.
Heavy wear and/or swagging on back edge
Description of problem:
Heavy back-edge wear will have a polished appearance or abnormal grooves worn into surface. Swaging of corners can also occur.
Likely causes:
- Excessive feed rate.
- Excessive back-up guide “preload”.
- Improper band tracking – back edge rubbing heavily on wheel flange.
- Worn or defective back-up guides.

Butt weld breakage
Description of problem:
To determine if the band broke at the weld, inspect the sides at the fracture to see if there are grind markings from the weld finishing process.
Likely causes:
- When running Bi-Metal blades at high speeds like a wood machine runs breaks can occur easily. Band saws designed for wood working run at high speeds and are running a carbon blade that has more flex.
- Any of the factors below can also cause body breaks and butt weld breaks.
Issue 5 , Issue 15 or Issue 16

Heavy wear in only the smallest gullets
Description of problem:
Heavy wear in only the smallest gullets is an indication that there is a lack of gullet capacity for the chips being produced.
Likely causes:
- Excessive feeding rate.
- Too low band speed.
- Too fine a tooth pitch for the amount of material being cut.

Issue 15: Body breaking – fracture traveling in an angular direction
Description of problem:
The fracture originates in the gullet and immediately travels in an angular direction into the backing of band.
Likely causes:
- An excessive twist type of stress existed.
- Guide arms spread to capacity causing excessive twist from band wheel to guides.
- Guide arms spread too wide while cutting small cross sections.
Excessive back-up guide “preload”

Issue 16: Body breakage or cracks from gullets
Description of problem:
The origin of the fracture is indicated by a flat area on the fracture surface.
Likely causes:
- Excessive back-up guide “preload”.
- Improper band tension.
- Guide arms spread to maximum capacity.
- Beam bar misalignment.
- Side guide too tight.
- Worn teeth.

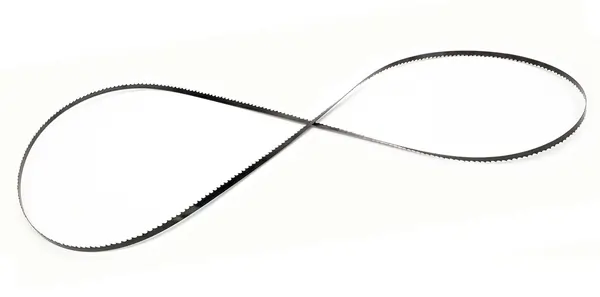
Band is twisted into a figure “8” configuration
Description of problem:
The band does not retain its regular rounded shape while holding the sides together. The flatness has been altered during use.
Likely causes:
- Excessive band tension.
- Any band conditions which cause the band to be long or short on tooth edge.
- Cutting a tight radius.
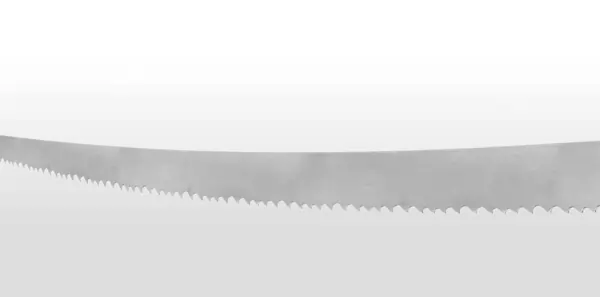
Used band is “long” on the tooth edge
Description of problem:
“Long” on the tooth edge is a term used to describe the straightness of the band. The teeth are on the outside of the arc when the strip is lying on a flat surface.
Likely causes:
- Side guides are too tight – causing rubbing near gullets.
- Excessive “preload” – causing the band to ride heavily against the back-up guides.
- Worn band wheels causing uneven tension.
- Excessive feed rate.
- Guide arms are spread to maximum.
- Improper band tracking – back edge rubbing heavily on wheel flange.
Used band is “short” on the tooth edge
Description of problem:
“Short” on the tooth edge is a term used to describe the straightness of the band. The teeth are on the inside of the arc when the strip is lying on a flat surface.
Likely causes:
- Side guides are too tight – rubbing near the back edge.
- Worn band wheels causing uneven tension.
- Guide arms are spread too wide.
- Excessive feed rate.

Broken band shows a twist in band length
Description of problem:
When a broken band lying on a flat surface displays a twist from one end to the other, this indicates the band flatness has been altered during use.
Likely causes:
- Too high band tension.
- Any of the band conditions which cause the band to be long or short on tooth edge.
- Cutting a tight radius.

Links Back to the more common Questions these 2 links
