

Intro
Bandsaw blades don’t fail randomly.
If your bandsaw blade has snapped, it’s almost always due to fatigue, incorrect tension, or a setup issue — not random failure.
They fail due to incorrect setup, wrong blade selection, or poor operating practices — most commonly incorrect tension, incorrect TPI, and improper feed rates.
In almost every case, a blade that breaks, dulls quickly, or cuts poorly is reacting to something: the setup, the material, the machine, or how it’s being used.
The challenge is not just avoiding the bandsaw blade failure — it’s identifying the true cause.
This guide combines real-world workshop experience with manufacturer guidance to explain:
- why bandsaw blades fail
- how to diagnose the cause
- how to prevent it happening again
If you’re dealing with broken blades, wandering cuts, or short blade life, this will help you pinpoint the issue quickly.
Getting this right doesn’t just prevent breakage — it improves cut quality, reduces downtime, and lowers your cost per cut.
This guide explains the most common causes of bandsaw blade failure and how to diagnose and prevent them.
FAQ Section here Bi-metal Bandsaw Blades : Known Issues



Not All Blade Failure Is a Problem
Before diving into faults, it’s important to understand this:
👉 Bandsaw blades are consumables.
All blades will eventually:
- dull
- fatigue
- and break
In many cases, what looks like “premature failure” is simply the blade reaching the end of its useful life.
A better way to judge performance is:
👉 cost per cut — not time in the machine
Normal vs Premature Blade Failure
Normal Failure
A blade has done its job and reached the end of its life:
- teeth worn or blunt
- cutting slows down
- finish deteriorates
- eventual fatigue break
This is expected.
Premature Failure
A blade fails earlier than it should due to an issue such as:
- incorrect setup
- wrong blade selection
- machine problems
- operator error
👉 This is where most problems — and costs — come from.
The Real Cause: It’s Never Just the Blade
Blade failure is almost always the result of interaction between four factors:
Higher quality blades with better fatigue resistance and heat tolerance will generally last longer in demanding applications.
1. Blade
Type, TPI, material, quality
2. Machine
Guides, wheels, alignment, condition
3. Material
Size, hardness, shape, consistency
4. Operator
Feed rate, speed, break-in, maintenance
👉 If one is wrong, blade life drops.
👉 If several are wrong, failure is guaranteed.
The Most Common Types of Blade Failure
Understanding how a blade fails helps identify why.
Tooth Wear (Dulling)
- gradual loss of cutting ability
- increased noise
- slower cutting
Tooth Stripping
- teeth break off
- often sudden
- usually due to incorrect TPI or overfeeding
Cracking in Gullets
- small cracks between teeth
- caused by stress and heat
- often leads to full break
Back Edge Cracking
- cracks along the back of the blade
- typically caused by over-tension or guide issues
Weld Breakage
- blade breaks at weld
- can be fatigue or alignment related
For a detailed breakdown of weld failures specifically, see why bandsaw blades break at the weld
Blade Deviation (Wandering)
- blade cuts off line
- caused by low tension, dull teeth, or guide issues
Where Blade Failures Usually Start
Most failures begin in predictable areas:
- Gullets → stress + heat = cracks
- Back edge → tension or guide pressure
- Weld → fatigue or misalignment
👉 By the time a blade snaps, damage has usually been developing for some time.
Why Blades Fail Over Time (Fatigue and Work Hardening)
Bandsaw blades don’t just fail from cutting — they also fail from repeated flexing.
As a blade runs, it continuously cycles between:
- Straight (between the guides)
- Curved (around the band wheels)
Every revolution forces the steel to:
Bend → straighten → bend → straighten
This creates cyclic stress in the blade.
What Happens
With thousands of cycles per minute:
- The blade material gradually work hardens
- The steel becomes harder but less ductile
- The blade loses its ability to flex without damage
Cracks begin to form at high-stress areas:
- Tooth gullets
- Back edge
- Weld
Why This Leads to Breakage
Once a crack forms:
- It grows with each cycle
- The hardened (more brittle) steel cannot absorb stress
- Failure accelerates rapidly
👉 This is why blades often appear to “suddenly” break — even though damage has been building over time.
What Makes It Worse
Fatigue failure happens faster when:
- Blade tension is too high
- Wheel diameter is too small
- Guides are misaligned
- The blade is run unnecessarily (idle running)
👉 See: What is work hardening and how it destroys bandsaw blades
What Causes Bandsaw Blade Failure
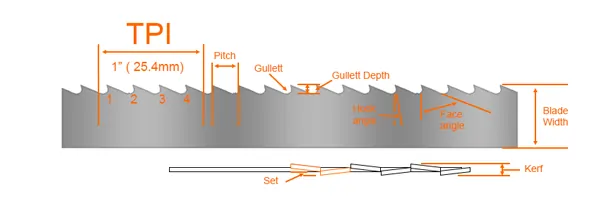
Incorrect Tooth Pitch (TPI)
Choosing the wrong TPI is one of the most common causes of failure.
- Too coarse → teeth snag and strip
- Too fine → gullets can overload with chips, leading to overheating and rapid wear
Choosing the correct tooth pitch is critical, and in many cases variable pitch blades offer better performance and reduced vibration compared to straight pitch designs.
👉 Read more about variable pitch vs straight pitch blades
👉 Rule of thumb:
At least 3 teeth in the cut (ideally 6–12)
A simple – Downloadable – Metal Cutting TPI Chart
Easy Guide to Selecting Bandsaw Blade TPI (Teeth Per Inch)
Comprehensive Guide to Selecting Bandsaw Blade TPI (Teeth Per Inch)
Blade type selection (M42, PM51 or carbide) is equally important
👉—see our full guide to metal cutting bandsaw blades for steel.
Incorrect Blade Tension
Tension can literally make or break a blade.
Too high:
- cracks in gullets
- back edge fatigue
- shorter blade life
Too low:
- blade wanders
- uneven stress
- poor cutting accuracy
Poor Break-In Procedure
New blades are extremely sharp.
👉 Breaking In a Bandsaw Blade: How to Do It Right!
Without proper break-in:
- tooth tips micro-chip
- blade dulls quickly
- life is significantly reduced
👉 Always reduce feed rate for the first cuts.
Heat & Lubrication Issues
Heat is one of the biggest hidden causes of blade failure — especially when it leads to work hardening, where the material becomes harder as you cut, rapidly accelerating tooth wear and breakage.
👉 See: What is work hardening and how it destroys bandsaw blades
Causes of excessive heat:
- poor lubrication / coolant
- dull blades
- incorrect speed or feed
- chip build-up in gullets
Results:
- tooth wear
- micro-cracking
- reduced blade life
In softer materials like aluminium, failure is more often related to loading and heat than material hardness.
👉 Link: cut aluminium with a bands
Operator Factors
Many failures come down to usage:
- excessive feed pressure
- incorrect speed
- wrong blade for the job
- lack of maintenance
👉 Training and consistency matter more than most people think.
Machine Problems That Destroy Blades
This is one of the most overlooked areas.
Band Wheels (Out of Round)
If wheels are not perfectly round:
- blade is repeatedly stressed each rotation
- creates a “banging” effect
- leads to fatigue and cracking
Even small runout can significantly reduce blade life.
Guide Issues
Guides control and support the blade.
Problems include:
- guides too tight → friction and heat
- guides too loose → instability
- non-rotating backup guides → overheating
Misalignment
If wheels or guides are misaligned:
- blade twists during operation
- uneven stress is applied
- weld becomes a failure point
Vibration
Vibration accelerates fatigue.
Signs:
- noise
- shaking
- poor cut quality
Common causes:
- worn guides
- damaged wheels
- incorrect tension
Variable Pitch Bandsaw blades reduce vibration 👉 Variable pitch vs straight pitch blades
Why Metal Cutting Blades Fail Faster
Metal cutting places higher demands on blades:
- higher cutting forces
- more heat
- harder materials
That’s why:
- bi-metal and carbide blades are used
- correct setup becomes even more critical
Blade construction also plays a major role. Bi-metal blades offer significantly better fatigue resistance and heat performance compared to carbon steel blades.
👉 See the advantages of bi-metal vs carbon blades
Warning Signs Your Blade Is About to Fail
Blades usually give warning before failure:
- increased noise
- slower cutting
- rough surface finish
- wandering cuts
👉 If you notice these, it’s time to check or replace the blade.
How to Diagnose Blade Problems (Quick Guide)
If your blade has already failed, the quickest way to diagnose the cause is to match the symptom to the most likely issue:
| Symptom | Likely Cause |
|---|---|
| Teeth stripping | Wrong TPI, excessive feed |
| Wandering cut | Low tension, guide issues |
| Cracks in gullets | Over tension, heat |
| Blade breaks at weld | Fatigue, misalignment |
| Blade overheating | Poor coolant, wrong speed |
| Rough cuts | Dull blade or incorrect setup |
How to Prevent Blade Failure
Most problems are preventable.
Focus on:
- selecting the correct blade
- using proper tension
- following break-in procedures
- maintaining guides and wheels
- using correct feed and speed
- replacing blades before they are excessively worn
Final Thoughts
Blade failure is rarely random.
It is almost always the result of:
- setup
- selection
- machine condition
- or how the blade is used
Get those right, and you’ll see:
- longer blade life
- better cutting performance
- lower cost per cut
Related Guides
- 👉 Are bandsaw blade breaks dangerous?
- 👉 How to choose the correct TPI
- 👉 Bandsaw blade break-in guide
- 👉 Cost per cut explained
- 👉 Variable pitch vs straight pitch blades
- 👉 Bi-metal vs carbon bandsaw blades
You can also browse our bandsaw blade FAQ for quick answers to common problems.
