

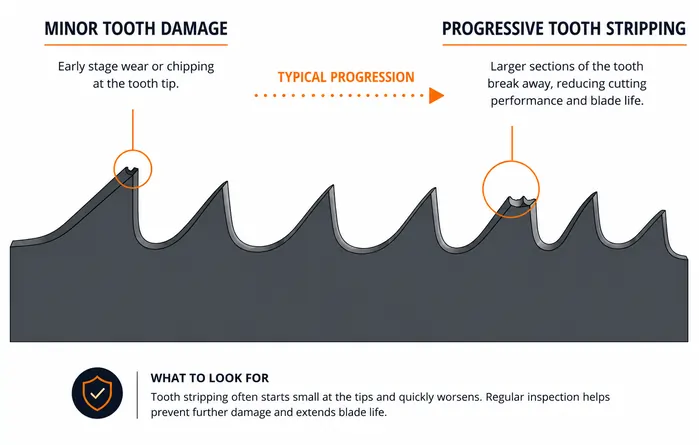
Tooth stripping often begins as minor tooth damage before progressing into larger missing sections of teeth.
Bandsaw blade tooth stripping is one of the most common metal cutting blade failures seen in New Zealand engineering workshops, industrial fabrication environments, maintenance workshops, and steel processing operations.
In many cases, customers assume the blade itself was faulty. But in reality, stripped teeth are usually caused by blade selection, incorrect TPI, feed pressure, material type, or cutting conditions.
Even a high-quality bi-metal bandsaw blade can fail quickly if the teeth are overloaded or shock-loaded during the cut.
The good news is that tooth stripping is usually preventable once you understand what causes it.
What Is Tooth Stripping?
Tooth stripping occurs when the cutting teeth on the bandsaw blade become damaged or break away from the blade edge. Common across industrial metal cutting applications including structural steel, stainless fabrication, maintenance engineering, and portable metal saw use.
This can appear as:
- Chipped tooth tips
- Sections of missing teeth
- Progressive tooth damage along the blade
- Entire sections where the tooth line has stripped away
In many cases, the damage starts small — often at the tooth tips — then rapidly worsens as the damaged section continues through the cut. Tooth stripping may begin as minor tooth tip damage before progressing into larger missing sections of teeth.
Once several teeth are damaged, the remaining teeth carry more load and the stripping often accelerates quickly.

Typical tooth stripping damage on a metal cutting bandsaw blade caused by excessive tooth loading, incorrect TPI, or aggressive cutting conditions.
Too Coarse TPI (The Most Common Cause)
Incorrect TPI selection is probably the single biggest cause of stripped teeth on metal cutting bandsaw blades.
When the blade pitch is too coarse for the material being cut, too few teeth are engaged in the material at one time. This places excessive load on each individual tooth.
This is especially common when cutting:
- Thin wall tube
- RHS and SHS
- Pipe
- Light structural steel
- Small sections
A coarse blade can aggressively “grab” or “snatch” as it enters the cut, particularly on hollow sections.
As a general rule:
👉 Aim to keep at least 3 teeth engaged in the cut wherever possible, choosing the correct TPI.
If only one or two teeth are contacting the material, the tooth loading becomes extremely high and stripping becomes much more likely.Using a blade with too few teeth engaged in the material is one of the most common causes of tooth stripping. Learn more about the minimum 3 teeth in the cut rule and correct TPI selection.
Variable pitch blades are often far more forgiving on mixed section work because they help reduce vibration and tooth shock.
If you are unsure about blade pitch selection, see our guide on:
👉 Choosing the Correct TPI for Bandsaw Blades
Interrupted Cuts & Structural Material
Structural steel cutting is particularly hard on bandsaw blades because the tooth loading constantly changes.
Common examples include:
- Angle iron
- Pipe
- RHS and SHS
- Bundle cutting
- Channel and profile sections
As the blade moves through hollow or irregular sections, the teeth repeatedly enter and exit the material.
This creates:
- Shock loading
- Vibration and chatter
- Sudden tooth impact
- Uneven chip loads
These interrupted cuts are one of the biggest reasons structural steel can strip teeth even when solid material cuts successfully.
Variable pitch blades are usually a major advantage here because they help smooth the cutting action and reduce harmonic vibration. This is one reason many engineering workshops and steel fabrication businesses prefer variable pitch blades for mixed structural material cutting.
For demanding structural cutting applications, tougher blade grades such as PM51 can also improve reliability and blade life.
Related guide:
👉 Structural Steel Cutting Bandsaw Blades – RHS, Tube & Profile Cutting NZ
Overfeeding & Excessive Down Pressure
Another very common cause of tooth stripping is excessive feed pressure.
This can happen when:
- An operator forces the saw into the cut
- Hydraulic feed is set too aggressively
- Portable saw users lean heavily into the material
- Feed rates are increased to “speed things up”
When feed pressure is too high, the teeth cannot clear chips properly before re-entering the cut. Poor lubrication or coolant flow can also contribute to tooth stripping. When chips cannot evacuate properly, heat increases and chips may weld into the gullets, placing additional stress on the tooth edge.
The result is overloaded teeth and rapid damage.
Harder materials make this worse because they resist cutting more aggressively.
Stainless steel is particularly unforgiving if feed and blade selection are incorrect.
If you regularly cut stainless, see:
👉 How to Cut Stainless Steel with a Bandsaw
Hard Materials & Work Hardening
Some materials are naturally much harder on bandsaw blades than others.
Common problem materials include:
- Stainless steel
- Hardened steels
- Hydraulic ram material
- Hard chrome rod
- Unknown alloy steels
One major issue with stainless steel is work hardening.
If the blade rubs instead of cutting efficiently, the material surface hardens and becomes even more difficult to cut. This dramatically increases stress on the blade teeth.
Once work hardening begins, tooth stripping can occur very quickly.
Difficult materials often require:
- Correct TPI
- Proper feed pressure
- Higher performance blade grades
- Slower controlled cutting
Related guides:
👉 What Is Work Hardening When Cutting Stainless Steel?
👉 Best Bandsaw Blade for Hydraulic Ram Material & Hard Chrome Rod
For more difficult applications, PM51 blades often provide significantly better wear resistance and heat resistance than standard M42 blades.
Blade Quality & Blade Break-In
Even premium bi-metal blades require proper break-in.
New blade teeth are extremely sharp when first manufactured. Running a new blade aggressively straight away can chip or damage the tooth tips before they have properly bedded into service.
A correct break-in process helps slightly hone the tooth edge and distribute cutting loads more evenly.
Skipping break-in can shorten blade life considerably — especially on harder materials.
Good break-in practice is particularly important on:
- Stainless steel
- Structural steel
- Large solid sections
- High-performance bi-metal blades
Related guide:
👉 How to Break In a New Bandsaw Blade
Can Wood Bandsaw Blades Strip Teeth?
Yes — wood cutting blades can also lose teeth.
Common causes include:
- Nails or embedded metal
- Dirty or contaminated timber
- Excessive feed pressure
- Frozen timber
However, tooth stripping is generally less severe in timber cutting because wood is much softer than steel and tooth shock loads are lower.
Metal cutting applications are far more demanding on blade teeth, particularly in structural and stainless steel work.
How to Prevent Tooth Stripping
The best way to avoid stripped teeth is to match the blade correctly to the material and cutting conditions.
Key prevention tips:
- Choose the correct TPI
- Maintain proper feed pressure
- Avoid forcing the saw into the cut
- Use variable pitch blades for structural steel
- Break in new blades correctly
- Upgrade blade type for difficult materials
- Secure material properly to minimise vibration
- Reduce shock loading on interrupted cuts
- Avoid excessive blade speed on hard materials
Small setup changes can dramatically improve blade life.
When to Upgrade to PM51 or Carbide
Some applications simply push beyond the practical limits of standard M42 bi-metal blades.
If you regularly cut:
- Stainless steel
- Hard chrome rod
- Hydraulic ram material
- High-strength steels
- Difficult structural material
then upgrading blade type can significantly reduce tooth stripping problems.
PM51 Bi-metal Blades
- Higher wear resistance
- Better heat resistance
- Improved tooth durability
- Better performance on difficult alloys
They are often an excellent upgrade where standard M42 blades struggle.
Carbide (TCT) Bandsaw Blades
For extreme applications, carbide tipped blades may be required.
These are commonly used for:
- Very hard materials
- Production cutting
- Abrasive alloys
- High-end industrial applications
Related guides:
👉 M51 vs PM51 Bandsaw Blades
👉 Best Bandsaw Blade for Hydraulic Ram Material & Hard Chrome Rod
Conclusion
Bandsaw blade tooth stripping is usually preventable.
In most cases, the real issue is not simply blade quality — it is incorrect tooth engagement, unsuitable TPI selection, excessive feed pressure, or difficult cutting conditions.
Matching the blade correctly to the material dramatically improves blade life and cutting performance.
Choosing the correct TPI, using proper feed pressure, and selecting the right blade type for the application will almost always outperform simply fitting a “harder” blade and hoping for the best.
If you regularly experience stripped teeth, it is usually worth reviewing the entire cutting setup rather than replacing the blade with the same specification again.
FAQ
Browse our:
